热销推荐产品
-

插销螺套 2键 SUS303不锈钢
插销螺套
-

302&303型自攻螺套 不锈钢SUS303
自攻螺套
-

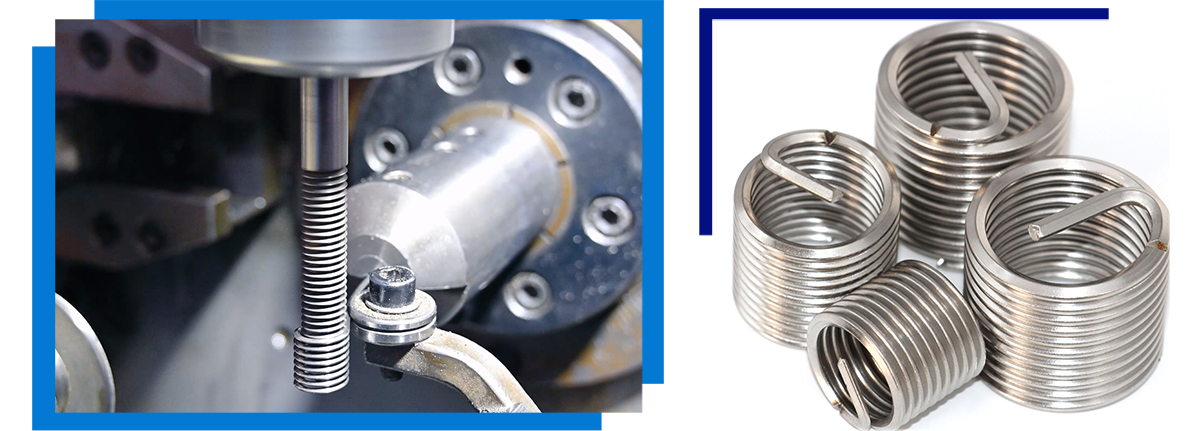
锁紧钢丝螺套
锁紧型螺套
-

无尾螺套
无尾螺套